Recently, I took you through the workings of an internal gear pump. Today I’m going to guide you through the inner workings of an external gear pump.
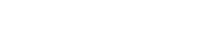
External gear pumps use two identical gears rotating against each other to drive fluid from the suction port to the discharge port. Each gear is supported by a shaft with bearings on both sides of the gear. Typically, all four bearings operate in the pumped liquid.
Because the gears are supported on both sides, external gear pumps are often used for high pressure applications. Usually, small external gear pumps operate at 1,750 or 3,450 rpm and larger versions operate at speeds up to 640 rpm.
The design of an external gear pump allows them to be made to closer tolerances than internal gear pumps. The pump is not very forgiving of particulate in the pumped liquid. Since there are clearances at both ends of the gears, there is no end clearance adjustment for wear. When an external gear pump wears, it must be rebuilt or replaced.
External gear pumps handle viscous and watery-type liquids. Thicker liquids require careful setting of the pump speed because gear teeth come out of mesh for a short time, and viscous liquids need more time to fill the spaces between the gear teeth than thinner liquids.
The pump does not perform well under critical suction conditions. Volatile liquids tend to vaporize locally as gear teeth spaces expand rapidly. When the viscosity of pumped liquids rises, torque requirements also rise, and pump shaft strength may not be adequate. We supply torque limit information when it is a factor and advise against external gear pumps for applications when the torque requirements to pump a given liquid are beyond the tolerances of a given pump.
What Do We Use Them For?
We see external gear pumps used to pump fuel oils and lube oils, chemical additives, on hydraulics and low volume transfer applications. It is also common to use an external gear pump for chemical mixing and blending.
Score Card
| Abrasives
|
Thin
Liquids |
Viscous Liquids | Solids | Dry Prime | Diff. Pressure | |
| How well does an External Gear Pump handle it? |
P |
G |
G |
P |
A |
E |
E = Excellent, G = Good, A = Average, P = Poor
I know that we’ve been hearing a lot about oil free air compressors of late. Some of you might be wondering about the hype. I believe they are worth the hype and they can represent incredible value to the right customer.
I suspect that as we move forward and the technology becomes more widespread, the costs will come down and we will see the broader market turn to oil free air.
So I’m going to share the ideal situation to consider an oil free air compressor.
Gardner Denver Oil Free Air Compressors do deliver 100% oil free air. No conventional air compressor can offer that. Once oil is in your compressed air it’s impossible to get it 100% out. No scientist would make that claim and no company would guarantee that their filtration system can clean air from conventional air compressor so that you get 100% oil free air all the time.
It’s just a recipe for legal troubles.
You can make those claims with an oil free air compressor.
ISO-Class 0 air is air that is 100% completely oil free. The best you can get with a conventional compressor is .1 mg/m3 under ideal conditions. I’ll admit it can be good enough but it requires a filtration system.
You don’t need to invest in or maintain an oil removal/filtration system if you use an oil free compressor. There’s a savings and depending on the quality of air you need it can be a big one over the life of a compressor.
Then there is always the risk of a contamination ‘event’ and downstream damage. This can be either from oil in the compressed air contaminating your end product – e.g. pharmaceuticals or food and beverage applications or the oil could damage your equipment that runs on compressed air e.g. pumps and tools.
Where you are looking to replace your air compressors anyway and would like to eliminate the costs or the ‘risk of expense’ associated with maintenance and repairs or product damage, that’s where there could be a big payoff. Cleaning up a disaster could well cost you far more than the oil free compressor would have cost.
If you are looking for a new compressor, the team here at Pye-Barker can guide you through the process. Please call 404-363-6000 or drop us a line sales@pyebarker.com and we will explore a range of options based on your circumstances with you.
We are continuing on with our series of ‘Know Your Pump’ so that you better know your way around the world of Positive Displacement pumps. Today we are looking at Vane Pumps.
Vane pumps have a rotor with radial slots, which are positioned off-center in a housing bore. Vanes that fit closely in the rotor slots slide in and out as the rotor turns. Vane action is aided by centrifugal force, hydraulic pressure, or push-rods. Pumping action is caused by the expanding and contracting volumes contained by the rotor, vanes, and housing. Vanes are the main sealing element between the suction and discharge ports and are usually made of a non-metallic composite material. Rotor bushings run in the pumped liquid or are isolated by seals.
A vane pump usually operates between 1,000 rpm and 1,750 rpm. The pumps work well with low-viscosity liquids that easily fill the cavities and provide good suction characteristics.
Speeds must be reduced dramatically for high-viscosity applications to load the area underneath the vanes. These applications require stronger-than-normal vane material.
Because there is no metal-to-metal contact, these pumps are frequently used with low-viscosity non-lubricating liquids such as propane or solvent. This type of pump has better dry priming capability than other PD pumps.
Abrasive applications require the proper selection of vane material and seals. Vane pumps have fixed end clearances on both sides of the rotor and vanes similar to external gear pumps. Once wear occurs, this clearance cannot be adjusted, but some manufacturers supply replaceable or reversible end plates. Casing liners are a low-cost way of restoring pump performance as wear occurs.
What do we use them for?
Vane pumps are designed to handle low viscosity liquids such as LP gas (propane), ammonia, solvents, alcohol, fuel oils, gasoline, and refrigerants. They can be used to pump liquids with viscosities up to 500 cPs / 2,300 SSU.
Vane pumps are able to handle a wide range of fluid temperatures. -25°F and 500°F making them useful in a variety of applications.
| Abrasives
|
Thin
Liquids |
Viscous Liquids | Solids | Dry Prime | Diff. Pressure | |
| How well does a Vane Pump handle it? |
P |
E |
A |
P |
G |
A |
E = Excellent, G = Good, A = Average, P = Poor